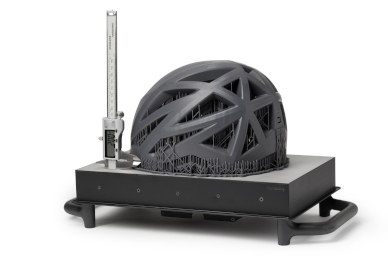
Formlabs udoskonalił technologię SLA, opracowując LFS (Low Force Stereolithography™), która również bazuje na fotopolimeryzacji. Technologia ta została użyta po raz pierwszy w drukarkach 3D Formlabs Form 3. Różnica polega na wielkości plamki lasera, która w technologii LFS została zmniejszona do zaledwie 85 mikrometrów. Ponadto wiązka laserowa przechodzi przez filtr przestrzenny, aby wychwycić wszelkie rozproszone światło, a szereg luster zapewnia, że wiązka jest kierowana prostopadle do płaszczyzny drukowania. Dzięki temu głowica optyczna naświetla warstwę zawsze pod tym samym kątem wynoszącym 90 stopni, co sprawia, że dokładność wymiarowa jest jeszcze wyższa, a precyzja lepsza w każdym miejscu drukowanego obiektu.